
Products

Expertise by Industry

Case Studies
Knowledge

-
Submersible Filter Pumps
Submersible Water Pumps with a Built-In Self-cleaning Suction Intake Filter
- Enabling Dirty Water to be Screened and Pumped Simultaneously
- No Loss of Output, Continuous Self-cleaning, Continuous Supply
- Filter from 50 Micron to 6mm with Minimal Maintenance and Downtime
Fewer blockages, less downtime, keep water flowing.

-
Corrosion Resistant Filterpumps
View the DetailsRotorflush Filters Now Offer a Range of Corrosion Resistant All 316 Grade Stainless Steel Submersible Filter Pumps with Optional Galvanic Anodes.

-
Rotorflush at IFAT Munich, May 2026
Come and Visit us on Stand 511, B1Rotorflush Filters Ltd are pleased to announce that we will be exhibiting our innovative and award-winning self-cleaning water filtration products at IFAT Munich in 2026!

Learn More
Automatic Backwashing Water Pump and Filter Combined

Sapphire 400 Filterpumps™
Rotorflush Sapphire Filterpumps™ are general purpose high pressure submersible filter pumps with a built-in self-cleaning suction intake screen. Pump and screen up to 50 m3/h, 220 US GPM, and to a maximum head of 20 bar, 290 psi.
- Maximum output - 50 m3 / hr, 220 US GPM
- Maximum head - 200 m, 656 ft
Price from: £8,985

Topaz 400 Filterpumps™
Rotorflush Topaz Filterpumps™. Medium head general purpose submersible filter pumps with integral self-cleaning suction intakes. They combine pumping and screening, delivering up to 60 m3/hr, 265 US GPM - and to a maximum head of 3.3 bar, 47 psi.
- Maximum output - 60 m3 / hr, 265 US GPM
- Maximum head - 33 m, 108 ft
Price from: £8,730
Cobalt 600 Filterpumps™
Industrial Submersible Water Pumps with a Built-in Self-cleaning Suction Intake Screen. These Rotorflush Cobalt 600 filter pumps are low to medium pressure, robust filter pumps offering high volume pumping and screening - up to 108 m3 / hr, 475 US GPM.
- Maximum Output - 108 m3 / hr, 475 US GPM
- Maximum Head - 30 m, 98 ft
Price from: £16,090

RUBI 600 Filterpumps™
Industrial Submersible Water Pumps with a Built-in Self-cleaning Suction Intake Screen. RUBI Filterpumps™ are extremely tough filter pumps, suitable for heavy industrial applications. They will pump and screen up to 3000 litres a minute, 795 US GPM, and have a maximum head of 13.8 bar.
- Maximum output - 180 m3 / hr
- Maximum head - 138 m
Price from: £0

Sapphire 600 Filterpumps™
Industrial Submersible Water Pumps with a Built-in Self-cleaning Suction Intake Screen. Rotorflush Sapphire Filterpumps™ are general purpose high pressure submersible filter pumps with a built-in self-cleaning suction intake screen. Pump and screen up to 90 m3/hr, 400 US GPM, and to a maximum head of 14 bar, 200 psi.
- Maximum output - 90 m3 / hr, 400 US GPM
- Maximum head - 140 m, 460 ft
Price from: £19,020

Topaz 600 Filterpumps™
Industrial Submersible Water Pumps. Rotorflush Topaz 600 Filterpumps™ are medium head general purpose submersible filter pumps with integral self-cleaning suction intakes. They combine pumping and screening, delivering up to 150 m3/hr, - 660 US GPM - and to a maximum head of 4.8 bar, 68 psi.
- Maximum output - 150 m3 / hr, 660 US GPM
- Maximum head - 48 m, 157 ft
Price from: £16,570

Jasper SS Stainless Steel Filterpumps™
Rotorflush Jasper SS Industrial Submersible Water Pumps with a Built-in Self-cleaning Suction Intake Screen. Corrosion resistant 316 stainless steel submersible filter pumps with self-cleaning filter intakes for use in corrosive environments and seawater (see below - "Using Jasper SS Filterpumps™ in Seawater"). Medium head with a maximum output of 1900 l/min and a maximum head of 33.5 metres.
- Maximum Output – 1900 L/Min
- Maximum Head 33.5 m
Price from: £5,630

RUBI-SFQ Stainless Steel Filterpumps™
Industrial Submersible Water Pumps with a Built-in Self-cleaning Suction Intake Screen. RUBI-SFQ Filterpumps™ are all 316 stainless steel filter pumps, for use in corrosive environments and seawater (see below - "Using RUBI-SFQ Filterpumps™ in Seawater"). They will pump and screen up to 2000 litres a minute, at a maximum head of 4.3 bar.
- Maximum output - 120 m3 / hr
- Maximum head - 43 m
Price from: £23,825

RUBI KRS800 Filterpumps™
Industrial Submersible Water Pumps with a Built-in Self-cleaning Suction Intake Screen. RUBI KRS800 range filterpumps™ are extremely tough, suitable for heavy industrial applications, and dirty water conditions. They will pump and screen up to 335 m3 / hr, and have a maximum head of 3.4 bar.
- Maximum Output - 334 m3 / hr
- Maximum Head - 30 metres
Price from: £27,250
Filterpumps™ pump and filter simultaneously, replacing the need for a water pump filter, a filter or screen on the suction intake pipe, or any combination of pumps and filters needed to do the same job as a filterpump…..
….which is to pump and screen dirty water so that the pump intake, pump, or any other equipment (nozzles, pipes, spray-bars, fountainheads, etc) doesn't block up while pumping water.
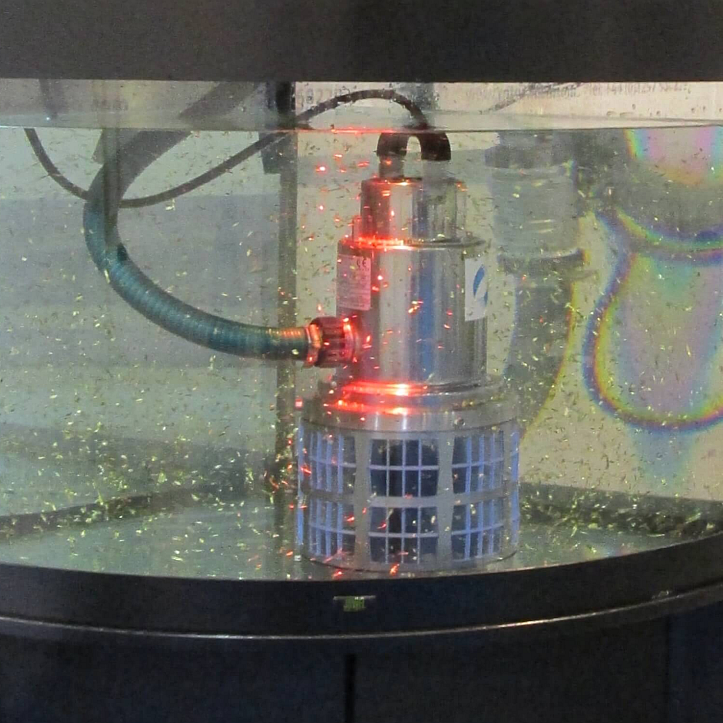
How Rotorflush Filterpumps™ Work
See how our filterpumps prevent their self-cleaning intake screen from blocking and how easily they can be installed.
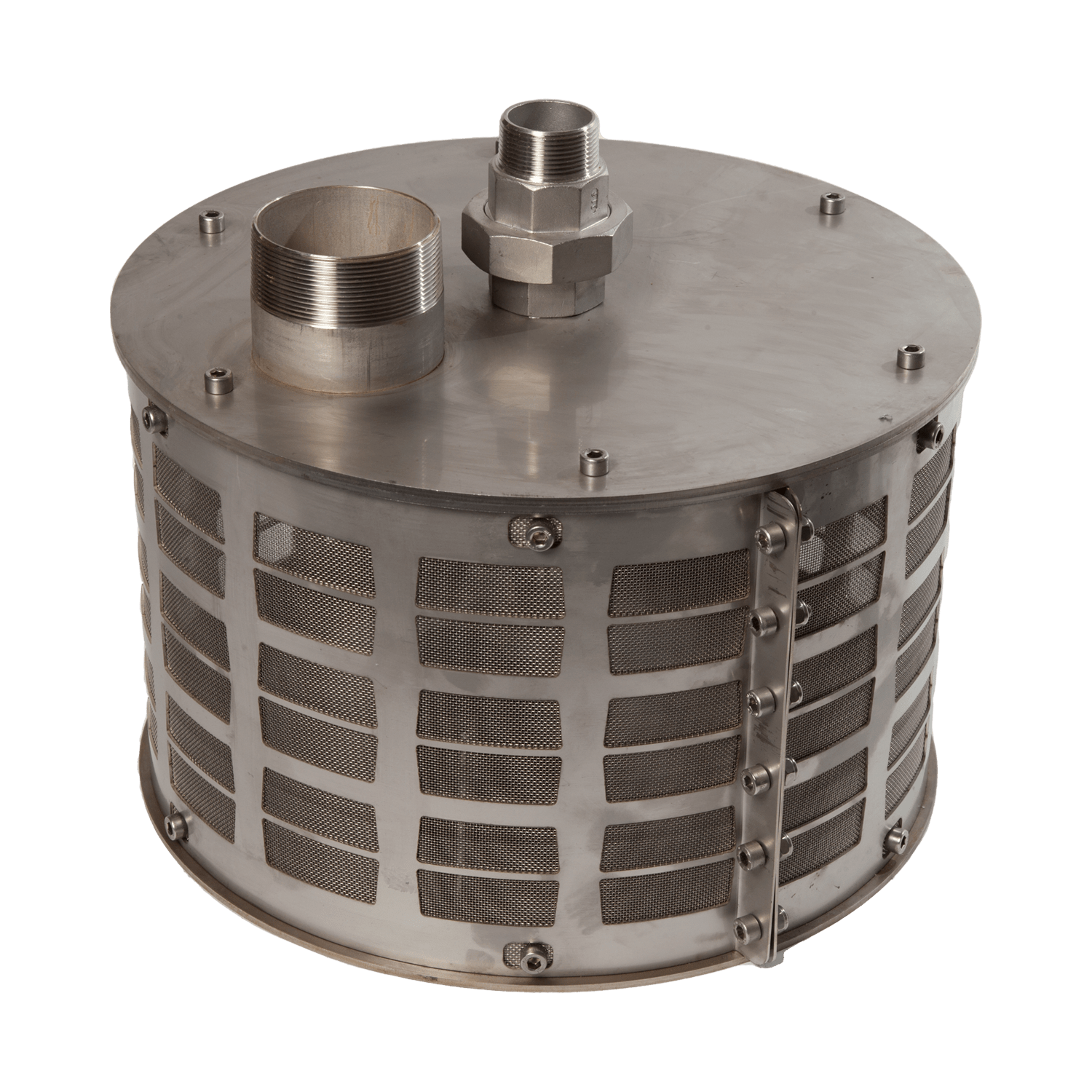
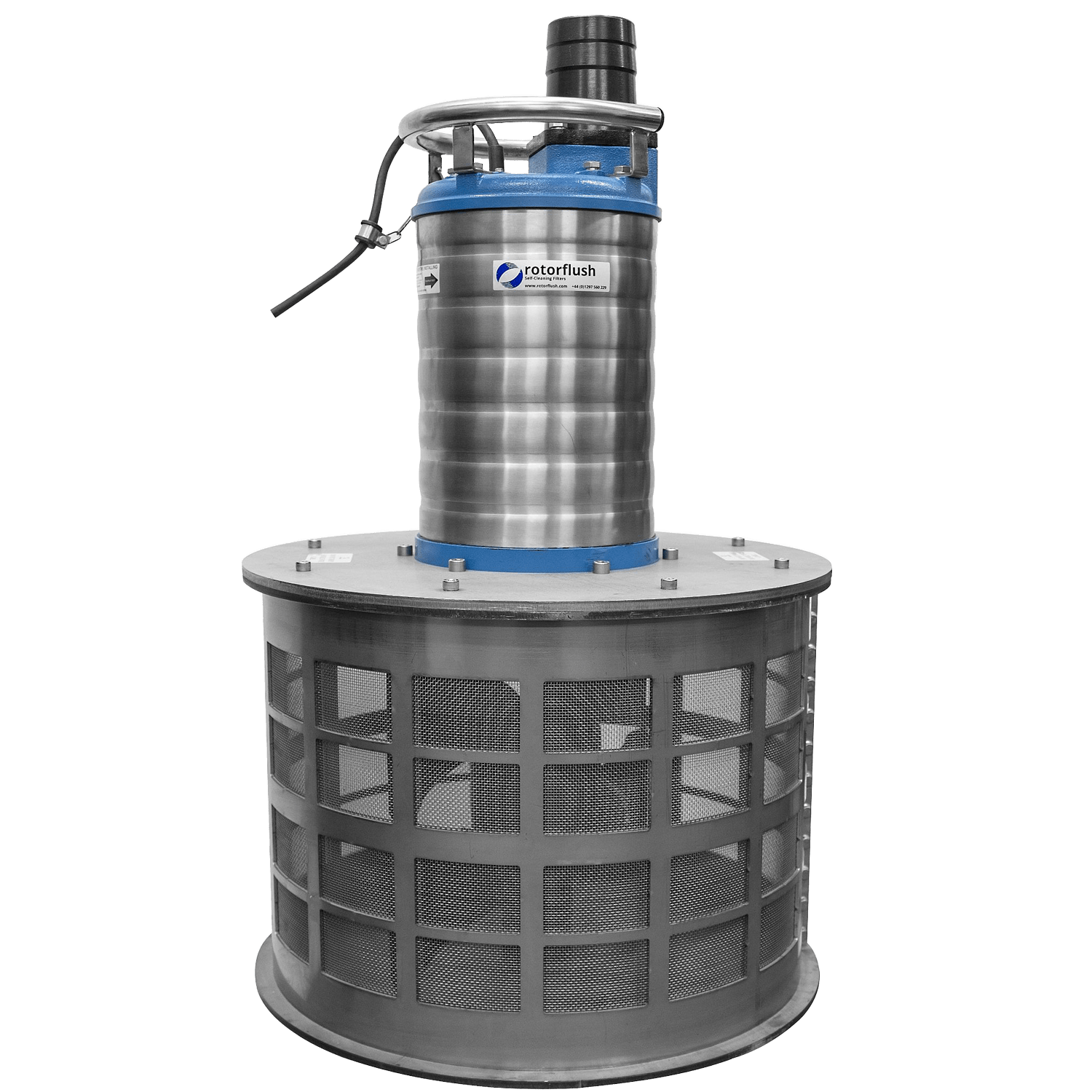
Submersible Filterpumps™
Rotorflush Topaz 7.5 kW submersible filterpump with integral 600 mm diameter self-cleaning suction intake fitted with 315 micron steel filter mesh
Because our filter pumps combine pumping and filtering, they are ideal for filtering waste water, industrial process water, and raw water. The intake screen filters out debris, leaves, weed and other particulate without blocking, keeping your pump running and water flowing, even in difficult water conditions.
About Submersible Filter Pumps
About Our Submersible Filterpumps™
Rotorflush Filters Ltd manufacture and supply submersible filter pumps with self-cleaning intake screens. The intakes to our pumps have an automatic and continuous backwash that prevents debris from clogging the pump.
This means that its possible to use high pressure centrifugal pumps in very dirty water. It also means that weed and particulate that might block other equipment is screened out of pumped water. Therefore, fountains, spray bars, irrigators, water monitoring equipment and heat pumps don’t get blocked by debris in the water.
The patented design of Rotorflush Filterpumps™ resolves the problem of blocked pumps in dirty water. Pumping and filtration is combined in one easy to install and very low maintenance submersible filter pump.
Our submersible filter pumps with self-cleaning intakes are very efficient, the automatic backwash does not reduce the pump’s output.
Innovative Design
Rotorflush submersible filterpumps™ have their own built-in self-cleaning filter. An additional impeller on the pump motor shaft drives the filter mechanism. This propels the cleaning jets that keep the filter mesh clear of any suspended solids, debris, etc to protect the pump and other equipment.
It is not possible to retrofit these filters to most existing submersible pumps. Therefore, we have selected a variety of high quality pump models for our product ranges.
First, we redesign the pump drive shafts and pump ends. We then add additional impellers. Finally, we fit the filter mesh to produce a submersible pump with a self-cleaning suction intake.
Browse our product range to find out more.
Eel and Wildlife Friendly
Rotorflush filters have a low intake velocity by design. When these filter pumps fitted with 2mm mesh, they can comply with current regulations for Eel recovery.
The gentle backwash maintains a clear filter mesh. This means that our self-cleaning low intake velocity filter pumps and strainers make ideal eel screens for raw water abstraction.
Rotorflush filters are Eel friendly – our products can help with your compliance with the Environment Agency’s Eel Recovery Plan (Council Regulation No.1100/2007) and The Eel Regulations which now apply in England and Wales.
Call us today for more information about using Rotorflush filters for eel screening.

So many Filterpumps to choose from....
Rotorflush Filters Ltd offers a broad range of Filterpumps™. Choosing the right filterpump can depend on many factors, not least the application, industrial setting, location, water quality, and the flow-rate and pressure required. A quick overview and comparison of filterpumps can be found HERE, in this short article about choosing the right filterpump for your needs.
Frequently Asked Questions About Submersible Filter Pumps
A filter pump is a pump with a filter on the intake; a Rotorflush Filterpump ™ is our unique award-winning submersible pump with a built-in self-cleaning filter on the pump intake that keeps the intake filter clear and protects the pump from blocking and clogging.
It is a submersible pump with a self-cleaning suction filter on the suction intake of the pump. The self-cleaning intake is built into the pump, and can screen water down to 50 microns without blocking. Rotorflush retro fit an additional impeller in the intake to provide a continuous backwash that keeps the intake screen clear.
The unique design of the Rotorflush Filterpumps™ provides a continuous automatic backwash to the pump intake screen whenever the pump is running. This enables the pump to deliver an uninterrupted supply of filtered water and prevents the filter from blinding and the pump from blocking in dirty water. Pumping and filtering are combined in one easy to install submersible filter pump.
Yes, these filter pumps are more economical to run in contaminated and dirty water because they protect the pump and other equipment from blockages. Money is saved because
- Less downtime
- Maintenance is kept to a minimum
- Self-cleaning intakes protect the pump potentially extending the pump's life


Case Study
How Rotorflush Filterpumps™ Benefited a District Heat Pump Intake System in Liverpool
Chris Hiscock, Sales
Rotorflush Filters LtdKJB Water and Process and Engineering Ltd asked Rotorflush Filters on behalf of their customer to supply submersible pumps with integral self-cleaning intake screens. They wanted to pump river water for the heat pump intake system and screen the water to protect the heat pump installation from getting blocked by any debris weeds or other detritus in the water.
Due to the river Mersey being tidal at abstraction points we were told that the equipment must be suitable for use in salt water and also had to comply with Environment Agency regulations for the protection of eels.
Read the case studyWhy Rotorflush?

UK Designed and Manufactured
Our friendly team of engineers is happy to discuss your requirements.
- Sized to your output flow.
- Filter down to 50 microns
- Hand built in the UK

Leading Water Filter Experts
Talk to our friendly team of engineers to discuss your design requirements.
- Industry experts for 30 years
- Over 200 products in a wide range of Industries
- Installed worldwide

Worldwide Delivery and Service
Through our worldwide distribution network we offer the ability to:
- Deliver filter pumps worldwide
- Specify pumps for your location
Talk to an expert about your project
Call us now on 01297 560 229
or Email sales@rotorflush.com and a member of our expert, friendly team will call you back and find the filterpump to suit your needs.
- We work with you to identify your issues
- We can design & build a custom solution
- We can deliver our solution worldwide
Use this form to get in touch or send us Feedback about your Rotorflush experience
or Email feedback@rotorflush.com

Rotorflush Workshop on the leafy Dorset Devon border.

Arrange a call-back or request information
Get the filter pump your project requires. Talk to our friendly team
